
A302(E309-16)不锈钢电焊条
文章出处:未知 人气:未知发表时间:2018-04-06 14:26

A302(E309-16)不锈钢电焊条
符合 GB/T 983 E309-16
AWS A5.4 E309-16
ISO 3581-A-E(22 12)R 3 2
ISO 3581-B-ES 309-16
说明:
A302(E309-16)不锈钢电焊条是钛钙型药皮的Cr23Ni13不锈钢焊条,熔敷金属具有良好的抗裂性能及抗氧化性能。可交直流两用,有良好的操作工艺性能。
用途:
A302(E309-16)不锈钢电焊条用于焊接相同类型的不锈钢、不锈钢衬里、异种钢(Cr19Ni9同低碳钢)以及高铬钢、高锰钢等。
熔敷金属化学成分(%)
C | Mn | Si | S | P | Cr | Ni | Mo | Cu | |
保证值 | ≤0.15 | 0.50~ 2.50 | ≤1.00 | ≤0.030 | ≤0.040 | 22.0~25.0 | 12.0~14.0 | ≤0.75 | ≤0.75 |
例值 | 0.055 | 1.45 | 0.70 | 0.009 | 0.021 | 24.25 | 12.75 | 0.35 | 0.10 |
熔敷金属力学性能
试验项目 | Rm (N/mm2) | A (%) |
保证值 | ≥550 | ≥25 |
例值 | 595 | 40 |
参考电流 (AC、DC+)
焊条直径(mm) | φ2.0 | φ2.5 | φ3.2 | φ4.0 | φ5.0 |
焊接电流(A) | 40~80 | 50~100 | 70~130 | 100~160 | 140~200 |
注意事项:
⒈焊前焊条须经300℃烘焙1h。
⒉尽可能采用直流电源,电流不宜过大。
焊接位置:
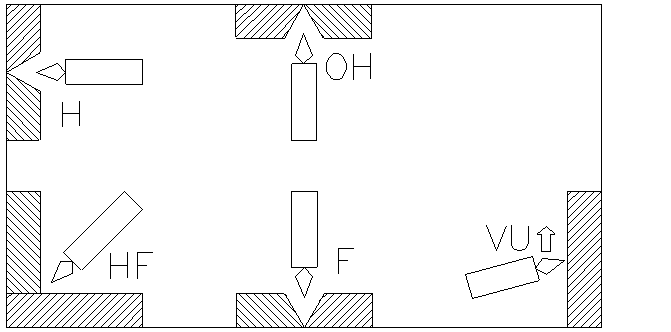
A302(E309-16)不锈钢电焊条
下一篇:A302Fe不锈钢电焊条 上一篇:A242(E317-16)不锈钢电焊条
 冀公网安备 13053402000397号
冀公网安备 13053402000397号